
3Dプリンタで製品ができるまで(3)~造形

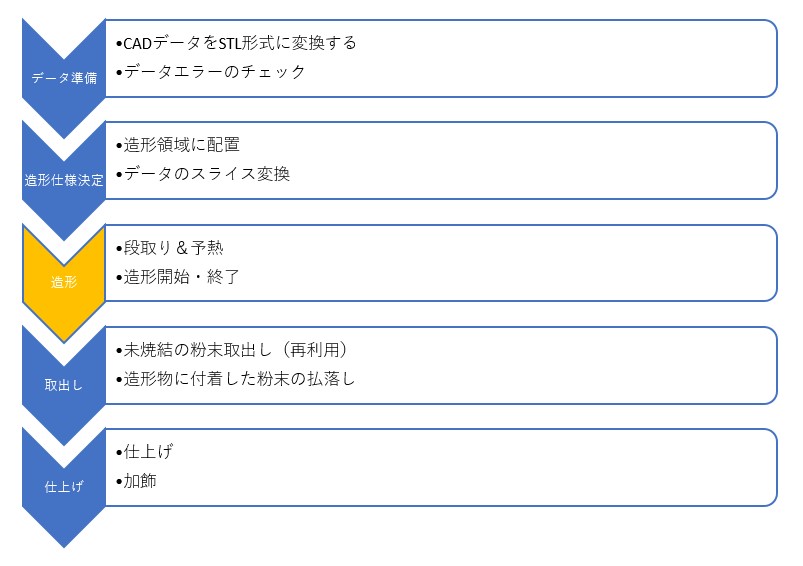 今回は 「造形」 ~段取り&予熱 ⇒ 造形開始・終了 ~ について紹介します!
今回は 「造形」 ~段取り&予熱 ⇒ 造形開始・終了 ~ について紹介します!
前の工程「造形仕様設計」については、こちらを参照ください。
造形装置側の準備に関して、造形条件の調整から 造形開始までを自動で調整してくれる機能があればよいのですが、そこまで便利な装置はないのが現状です。
造形開始までを自動で調整してくれる機能があればよいのですが、そこまで便利な装置はないのが現状です。
同じ機種が2台あったとしても装置(個体)ごとに多少の誤差があるため、同じ設定値を入力して造形したとしても、うまくいかない場合があります。
そのため、装置ごとにトライ&エラーで適切な条件(設定値)を探し出す必要があり、慣れないうちはとても苦労する作業です。
また、設定値も周囲の環境(温度・湿度)や材料の状態によって条件が変わる場合がありますので、定期的に見直しをした方が良いでしょう。
もしこれから3Dプリンタを選定するのであれば、段取りのしやすさも念頭に置いておくことも大切です。
STLデータを造形用のスライスデータに変換し、3Dプリンタにデータを読み込ませるまでできたら、いよいよ造形の工程に移ります。ここからは、当社で使用している3Dプリンタを例として造形開始までの段取りを説明します。
3Dプリンタ制御用のソフトウェアで以下の作業をします。
▲▼作業手順 ▼▲
① 部品同士の干渉や造形エリアからパーツがはみ出していないか画面上で確認をします。
② ベースのプレート位置と層にパウダーを供給するためのリコータ(ブレード又はローラー)の位置を装置に認識させるために原点復帰させます。
当社で使用している3Dプリンタは、プレート上に直接樹脂を積層していく方式と違い、毎回、水平出しや位置出しするためのキャリブレーションは必要ありません。
③ ベースプレート上に一定量のパウダーを敷いた後、ヒーターで庫内の温度を上げ、造形開始前にパウダーを温めておきます。(当社で使用しているナイロン材だと、約180℃で2~3時間)
これは、造形開始時に焼結した温度とその周囲のパウダーとの急激な温度差で造形物が変形しないようにする役割もあります。
④ 設定値などを確認して問題なければ、造形を開始させます。
温度設定やレーザー設定は毎回の段取り時に変更することは少ないですが、造形するパーツの照射面積や全体の体積によっては、1層に必要な材料供給量が不足する場合があるので、それらを考慮した調整をする必要があります。
造形中の動作ついてはこちらを参照ください。
造形完了直後は高温のため、装置の中である程度の温度に下がるまで冷ましておきます。
高温状態で装置から出してしまうと酸化による材料の劣化への影響が大きいため、窒素雰囲気下にある装置の中に少しの時間置いておく必要があります。
装置から出した後は造形物が取り出せる温度に下がるまで、造形時間の1.5倍ぐらい冷却時間が必要です。
次回はパーツの取出しについて紹介をします!

3Dプリンター
2021.05.10

3Dプリンター
2020.11.20
3Dプリンター
2020.10.08
